
(简答题)
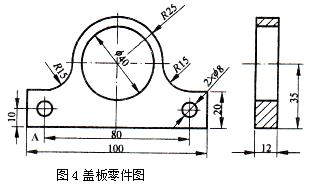
用毛坯尺寸为102mm×62mmx12mm板料,加工成如图4所示的盖板零件。用¢10mm的立铣刀加工外轮廓,主轴转速为1000r/min,进给速度为120mm/min。工件坐标系原点(Xo、Yo)设定在¢40mm的孔中心位置,其Z坐标定在毛坯上表面,起刀点在(0,0,100)位置,从A点切入(图中左下角),采用顺铣方式加工,利用刀具半径补偿功能(刀具半径补偿值放在D2中),编写外轮廓加工程序。 
正确答案
答案解析
略
相似试题
(简答题)
加工如图所示零件,毛坯尺寸为65×105mm,材料为45#钢。仔细阅读图纸,计算出基点坐标,并编写零件的加工程序。
(简答题)
某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐标系没置在右端面,循环起始点在A(100,3),切削深度为3.0mm,X方向精加工余童为0.6mm,Z方向精加工余量为0.3mm。零件的部分形状已给出,其中点划线部分为工件毛坯。请仔细阅读程序,根据程序中的尺寸数据。画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。
(简答题)
被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
(简答题)
被加工零件如图2所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
(简答题)
被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
(简答题)
被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:不允许只填写选中程序段的相应编号。
(简答题)
某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐标系设置在右端面,循环起始点在A(100,3),切削深度为2.0mm,X方向精加工余量为0.4mm(直径值),Z方向精加工余量为0.2mm。零件的部分形状已给出,其中点划线部分为工件毛坯。请仔细阅读程序,完成下列内容。 (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填空:执行该程序,粗加工时的主轴转速为_____________,进给速度为_____________;精加工时的主轴转速为_____________,进给速度为_____________。
(简答题)
用Ф5×80的棒料加工成零件,左端面及外圆Ф62已加工完毕。装夹左侧Ф62外圆加工零件右侧各要素,根据给定的粗、精加工和切槽程序,在下面的图中画出中间缺省部分的零件几何形状,并标注相应的尺寸(长度,直径、圆弧、退刀槽)。
(简答题)
被加工零件如图1所示。材料为中Φ65的45#钢棒料,左端面和中Φ62尺寸已加工完毕,现装夹击Φ62尺寸加工零件的右端各要素,工件坐标系原点在零件右端面的回转中心处,请仔细阅读图纸,然后填写注释、补齐程序。

