 应用直接通电法或中心导体法对该工件进行整体周向磁化时,工件中磁感应强度分布是否均匀?如不均匀,指出哪些局部位置磁化效果较差?是否需要使用灵敏度试片?如需使用应贴在何处?
应用直接通电法或中心导体法对该工件进行整体周向磁化时,工件中磁感应强度分布是否均匀?如不均匀,指出哪些局部位置磁化效果较差?是否需要使用灵敏度试片?如需使用应贴在何处? ①不均匀,拔制管口正面和背面磁化效果较差。
②磁化过程中必须使用灵敏度试片,灵敏度试片应贴在拔制管口正面和背面磁化效果较差的部位。
③应使用灵敏度试片确定有效磁化区。
(简答题)
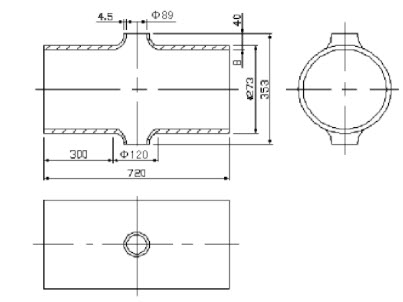
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。  应用直接通电法或中心导体法对该工件进行整体周向磁化时,工件中磁感应强度分布是否均匀?如不均匀,指出哪些局部位置磁化效果较差?是否需要使用灵敏度试片?如需使用应贴在何处?
应用直接通电法或中心导体法对该工件进行整体周向磁化时,工件中磁感应强度分布是否均匀?如不均匀,指出哪些局部位置磁化效果较差?是否需要使用灵敏度试片?如需使用应贴在何处?
正确答案
答案解析
略
相似试题
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。 某MTⅡ级人员用绕电缆法对产品进行检测,电缆缠绕方法如下图,你认为他的缠绕方法正确吗?
(简答题)
某一压力管道元件—四通管,由无缝钢管加工制成,规格尺寸为Φ273×8×720mm,结构型式如下图,材质为20#钢,加工工艺为:钢管整体加热至910-930℃,在热态下用模具拉拔成型Φ89拔口,再经机械方法加工至规定尺寸。设计图样规定该四通管外表面应进行100%磁粉检测,检测标准为JB/T4730.4-2005,合格级别Ⅱ级。 应用线圈法对该工件整体纵向磁化时,工件中磁感应强度分布是否均匀?如不均匀,请指出哪些局部位置磁化效果较差?是否需要使用灵敏度试片?如需使用应贴在何处?

