(简答题)
车削细长轴外圆时采取哪些措施?
答案解析
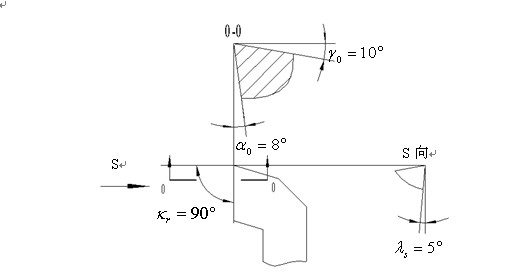
现精车一细长轴,试选择车刀的几何角度κr、λs、γo,并说明其原因。
(多选题)
车床上加工大刚度轴外圆产生中凹的原因可能是()
(填空题)
车细长轴时,为减小其弯曲变形宜用()。
(单选题)
加工细长轴时,为减小Fy力,车刀主偏角应取()。
车削细长轴时,为防止工件产生弯曲和振动,应尽量减少()。
车削细长轴的端面或钻孔时,为提高工件刚性,常采用()。
采用反向进给的切削方式加工细长轴是为了()
若工艺系统刚性较差时(如车削细长轴),应该采用()。