1.腰鼓形。
2.键槽口部为喇叭口形。
3.对于腰鼓形的误差,可提高工件的刚度,如增加辅助支承;对于第二种情况,应多进行几次无进给磨削。
(简答题)
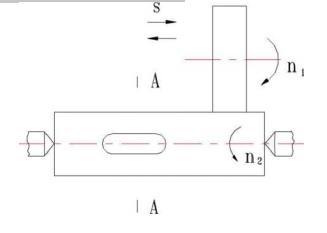
在外圆磨床上磨削较长的工件外圆时,若机床的几何精度良好,机床刚度也很高,试分析: 1.工件平行于键槽底面的轴截面形状? 2.工件截面A-A加工后的形状。 3.提出减少外圆形状误差的改进措施。 
正确答案
答案解析
略
相似试题
(填空题)
哪一种因素最可能引起外圆磨削时工件表面烧伤()。
(简答题)
试说明磨削外圆时使用死顶尖的目的是什么?
(单选题)
磨削外圆时,()增加,既使表面粗糙度值加大,又使表面烧伤明显。
(单选题)
精车外圆时,为了避免已加工表面被切屑划伤,应采用刃倾角()的外圆车刀。
(简答题)
与外圆磨削相比,内圆磨削有哪些特点?
(简答题)
简述万能外圆磨床的成形运动。
(简答题)
简述外圆磨床的主运动与进给运动?
(简答题)
在车床或磨床上加工相同尺寸及相同精度的内、外圆柱表面时,加工内孔表面的进给次数往往多于外圆表面,试分析其原因。
(判断题)
加工短轴外圆时,因刀具磨损产生的工件形状误差属于常值系统性误差。

