(简答题)
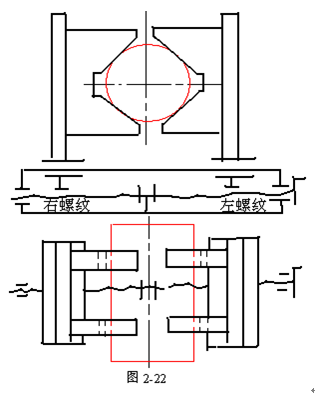
有一批轴类铸坯,与打中心孔,为了提高中心孔与铸呸外圆的同轴度,采用定心定位法方案。图2-22为夹具的示意图。示分析该夹具夹紧方案是否合理,若有不合理之处,应如何改进? 
正确答案
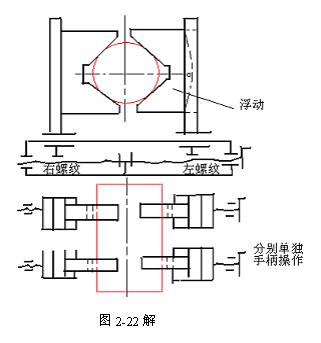
由于铸坯存在较大的不柱度误差,纵长方向的直径误差造成一头夹住一头夹不住,横截面形状的误差造成定心的双V形块底内装置只能三点接触,造成夹紧不可靠。针对上述问题作如图的改进方案。

答案解析
略
相似试题
(简答题)
在车床上加工一批轴的外圆,加工后经测量有如图所示的锥形形状误差,试分析可能产生上述形状误差的主要原因。
(简答题)
在车床上加工一批轴的外圆,加工后经测量分别有如图所示的鞍形形状误差,试分析可能产生上述形状误差的主要原因。
(填空题)
轴类零件加工中常用两端中心孔作为统一的()。
(简答题)
轴类零件的中心孔是作用是什么?如何进行修整?
(判断题)
轴类零件常用两中心孔作为定位基准,遵循了互为基准原则。
(判断题)
轴类零件如果采用顶尖定位装夹,热处理后需要研磨中心孔。()
(单选题)
轴类零件加工中,为了实现基准统一原则,常采用()作为定位基准。
(简答题)
有一批套筒类工件,以圆孔在圆柱形轴上定位车外圆,如图2-10。要求保证内外同轴度公差为φ0.06mm。如果心轴圆柱表面与中心孔同轴度公差为φ0.01mm,车床主轴径向跳动量为0.01mm,试确定心轴的尺寸和公差。(已知圆孔直径为φ30+0.0210mm)。
(简答题)
有一批套筒类工件,以圆孔在圆柱形轴上定位车外圆,如图2-10。要求保证内外同轴度公差为φ0.06mm。如果心轴圆柱中表面与中心孔同轴度公差为φ0.01mm,车床主轴径向跳动量为0.01mm,试确定心轴的尺寸和公差。(已知圆孔直径为φ30+0.0210mm)。

