 如何控制残余压力,保证制品顺利脱模?
如何控制残余压力,保证制品顺利脱模? 脱模时,模内压力不一定等于大气压力,两者之差等于残余压力。
A.当残余压力大于0,脱模困难,制品容易被刮伤或破裂。
B.当残余压力小于0,制品表面有凹陷或内部有真空泡。
C.当残余压力大于0,易脱模。
残余压力与压实阶段时间长短有密切关系,通过控制压实阶段时间长短保证残余压力。
(简答题)
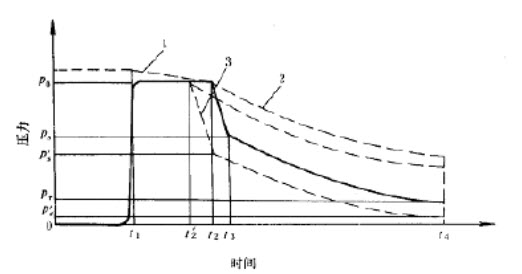
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。  如何控制残余压力,保证制品顺利脱模?
如何控制残余压力,保证制品顺利脱模?
正确答案
答案解析
略
相似试题
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。 压实阶段对制品如何影响?
(简答题)
塑料注射成型过程中熔体充满型腔与冷却定型阶段,对制品成型非常重要,合理地控制该阶段温度、压力、时间等工艺参数,可获得优良塑料制品。根据熔体进入型腔变化情况,过程分为充模、压实、倒流和浇口冻结后冷却。在这四个阶段,温度总的是降低,型腔内压力变化如图所示。 解释实线中四个阶段压力变化曲线。

